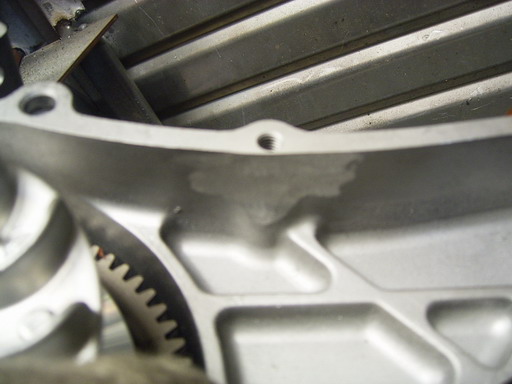
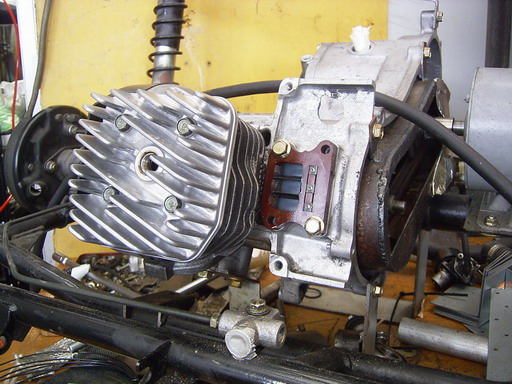
拡大加工したヘッドに合うように、
シリンダーの排気ポートを拡大して圧縮圧を調整します。まずは、2mm程度上に広げ、合わせて通路も拡大します。
写真は拡大前です。
|
 |
 |
ヘッドガスケットも付属の物を使わずに、
ノーマルのガスケットを拡大加工します。理由はすこしでも強度を上げて、
吹き抜けを減らすためです。
右が付属品、左がノーマル拡大加工品
|
| テストエンジンにビストン+リングをセットします。 |
 |
 |
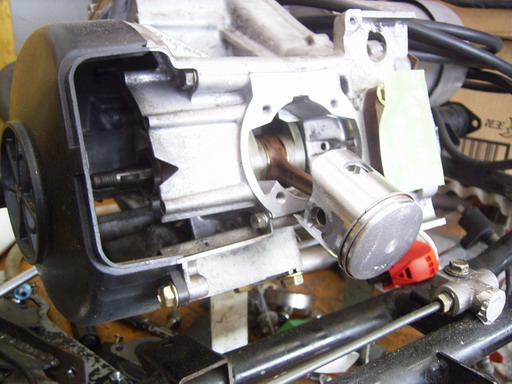
シリンダーを取り付けた状態で、
圧縮上死点にビストンを合わせて
突き出し量を確認します。
面一より少し下におさまりました。ただし、ベースガスケットが潰れていませんので、
締め付け後は、ほぼフラットになります。
|
| 今度は下死点にビストンを合わせます。 こちらもほぼフラットですので、問題はありません。
排気ポートは拡大加工され、全ポート面取りされています。
|
 |
 |
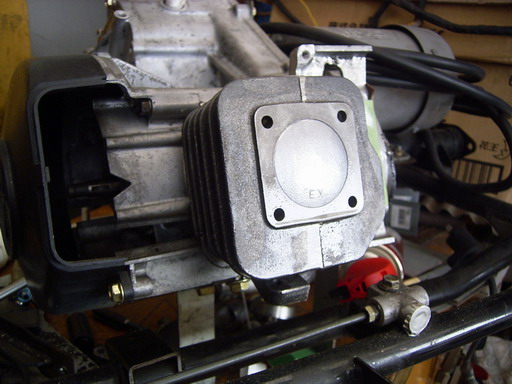
加工したシリンダーヘッドを取り付けて
規定トルクで締め付けます。 |
ゆっくりとエンジンを回して、
ビストンがヘッドやガスケットに当たっていないか確認し、
リングの当たり取りの為に初期慣らしを行います。 |
 |
 |
2分ほどエンジンを空回しした後に圧縮圧を測定します。 測定時のエンジンの回転は4000回転程度です。
|
| 10㌔と出ました。 このエンジンはクランク室の負圧で駆動される
燃料ポンプへのパイプが付いていませんので、
ノーマルエンジよりは一次圧縮が上がり、
1㌔ほど高い値がでます。
しかし、少し圧が高いので、
再度シリンダーの排気ポートを1mmほど上へ広げます。
|
 |
 |
2回目の測定です。 9㌔チョイです。(実際は8㌔程度)
新品のパーツなので、へたりによる圧縮圧のダウンを考慮して
この価で良しとします。
これで、ノーマルマフラー改との組合せにより
8000回転程度エンジンが回り、
高トルクにより立ち上がり加速が良い状態となります。
|
テストが終わったシリンダーのエンジンへの取付を行います。
ファンを標準品にしたので、予定より価格が下がりました。
独断ですが、浮いた価格を他の加工に回しますwエンジン側の吸気通路の拡大加工を行います。
ノーマル改仕様では必要ないのですが、
後に加工するとなると非常に手間になりますので、
先に加工しておきます。
加工による弊害は何もありませんし、
将来さらなるチューニングに対応出来ます。
|
 |
 |
新品のコンロッドベアリングを装着します。 |
 |
 |
ビストンは慣らし運転時のシリンダーとの当たりが取れやすいように、
組み込み前に、#240のペーパーで面取りを行います。ビストンスカート下部全体の鋭角の部分を面取りし、
給排気側の下部から上部に掛けて山形に、
側面も出っ張っている箇所を面取りします。
フラップ型のペーパーをエアリューターで回して
面取りしていますので、短時間で細かく研磨されますが、
手作業の場合は#300~#600で気長に行ってください。
|
 |
 |
ビストンを組み付けます。 |
| シリンダーを取付けます。 ビストンを下死点に合わせてポート位置の確認です。
OKです。
|
 |
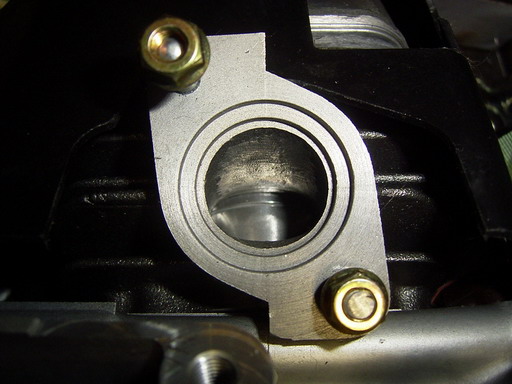 |
加工の終わったポートの写真です。 ポートと通路を広げています。
|
| トルクレンチで締め付けます。 締め付けトルクを順次上げて行き、
数回に分けて、均等に締め付けて行きます。
100→110→120kg/cmと順次締め付け力を上げています。
|
 |
 |
プラグは新品の9番を使用します。 |
| 2枚ビックリードも装着しておきます。 インマニ側のガスケットはリードバルブに合わせて
拡大加工してあります。
|
 |
 |
インマニも、ピックリードに合わせて拡大加工しています。 ただし、極端に広げすぎないように、
吸気の流れが良くなるように考え
ほどほどに削ります。
また、エンジンの吸気通路もそうですが、
内面を鏡面に仕上げるよりも多少荒れた状態のほうが
燃料のまとわり付きが減少しする傾向があるようなので、
あえて奇麗に仕上げていません。
|
 |
 |
 |
リードバルブと加工したインマニを取り付けます。 |
シリンダーのフィンとインマニが少しだけ接触しますので、
インマニ側の当たり箇所を少し削って逃げを作っています。 |
 |
| シリンダー側のカバーを加工します。 シリンダーのフランジ形状が変わったので、カバーが当たります。
当たる箇所を削って広げます。
また、排気口も広げて冷却風の流れを良くします。
|
 |
 |
 |
 |
フランジ部にスタッドボルトを取り付けます。 下側のボルトは標準の長さのままでは、
エンジンの取付金具に近くなりすぎて
マフラー取付時にナットが取付出来ません。
ナットが入るスペースを確保するために、
短くカットして装着します。
|
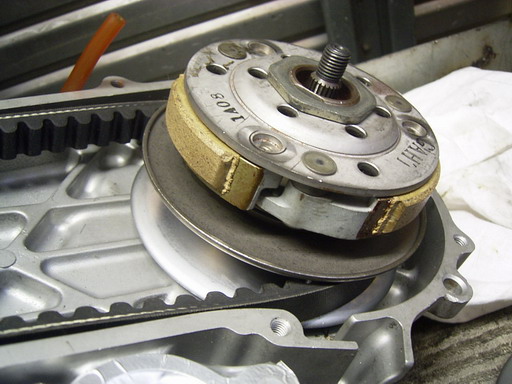
| プーリーはキタコⅢを使用します。 今回はノーマルマフラー改仕様で、
下のトルクがたっぷりあるために、YAT式は使用しません。
|
 |
 |
ウエイトローラーは10.5gで行きます。 |
| プーリーボスも新品を使用します。 左が新品です。
|
 |
 |
クラッチは中古の軽量タイプを使用予定でしたが、
EV改で使用したのを忘れていましたw今回はボッシュのレーシングクラッチを使用します。
|